Многие каякеры гордо носят на груди миниатюрные кулоны из серебра: каячки, весла — все, что лишний раз напоминает о любимом увлечении.

А кто же делает всю эту красоту? Знакомьтесь — Александр Стеклов, группа вконтакте. Мне было интересно, как же все это производится, какова технология процесса — и Саша поделился секретами.
«Хотите мы посвятим вас в алхимические тайны воплощения в жизнь побрякушечек и украшений?
Нет? Ну нет, так нет… уговаривать не станем. А кто хочет – читаем ниже:
Процесс рукоблудства, в результате которого получается, не побоюсь этого словосочетания, ювелирное изделие, начинается с изготовления мастер-модели. Есть сотни способов, и вот только несколько известных мне:
• ручное изготовлении из металла (для очень тонких деталей, и для тех, кто по старой русской традиции любит дорабатывать напильником)
• ручное изготовление из воска (Если жаждешь почувствовать себя Лениным в заключении, лепящим из хлебного мякиша. Возможностей больше, чем при работе с металлом, но результат иногда может удивить)
• Изготовление 3D-модели с последующей печатью на принтере или вырезанием на фрезерном станке с ЧПУ (для гиков и умников, очарованных новейшими технологиями. Но помните, что настоящие ювелиры уважают только тиски и кувалды. Только хардкор).
В зависимости от нужной модели выбирается (естественно) самый простой и дешманский вариант. 3D-принтер – вещь шибко хитрая и финансово плохо подъёмная, поэтому покупать его особого смысла нет. Всегда можно найти человека, который уже купил)) Я наколдовываю модели либо вручную, либо на дешевом китайском станке (ибо технологии мне не чужды). Станок, само собой, после покупки был доработан напильником, чтоб соответствовать нужным мне характеристикам и делать восковки приличного качества.
Шайтан-машина представляет из себя Фрезер, который управляется специальной программой (архи сложной) с помощь старого компьютера, времён моей юности.
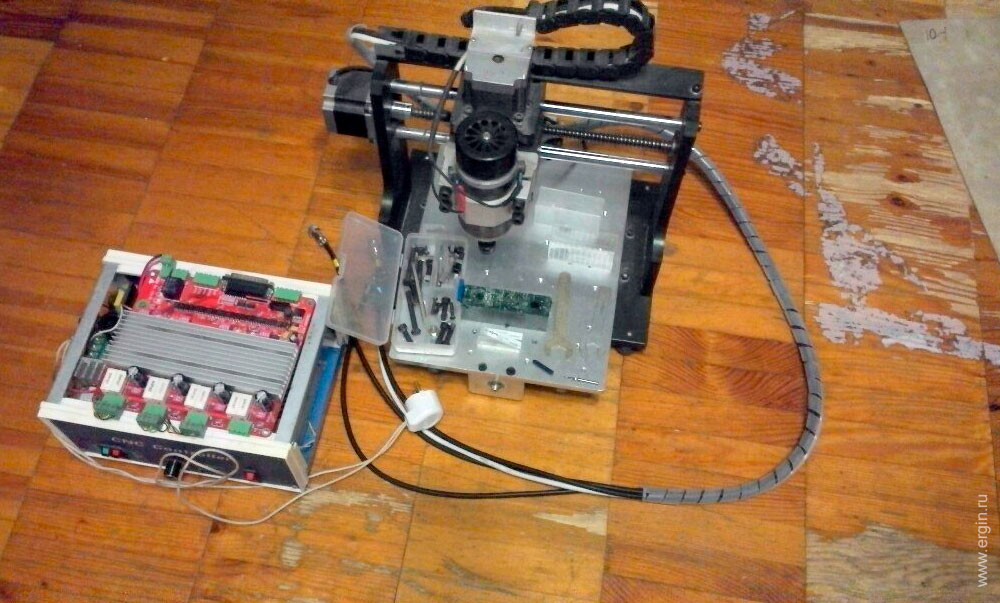
Для того, чтобы в результате жужжания и шевеления деталей весьма загадочной конструкции получилась мастер-модель, нужно сначала поработать в программе и нарисовать 3D-модель. После нескольких часов и полного самоощущения себя хакером, взломавшим базу Пентагона, получаем виртуальную заготовку. Она обсчитывается программой и на выходе имеем G-код, записанный в файл блокнота. Остальное делает станок. Всё просто, правда? Если интересуют подробности — приезжайте с литровичем коньяка, побеседуем детально. Объяснить всё может и не смогу, но посидим душевно.
А теперь поговорим о более сложном способе. Для изготовления вручную понадобится следующий инструмент: лобзик с пилкой по воску, надфили с крупными и мелкими насечками, ножики с различными лезвиями, бормашина с фрезами, паяльник. Всё что нужно молодому маньяку ювелирного дела:

Из бруска воска

выпиливается заготовка необходимого размера. Очень так примерненько выравниваются стороны. На поверхность воска переносятся отдалённо похожие размеры модели. Заготовка грубо, почти беспощадно опиливается фрезами, для придания нужной формы:
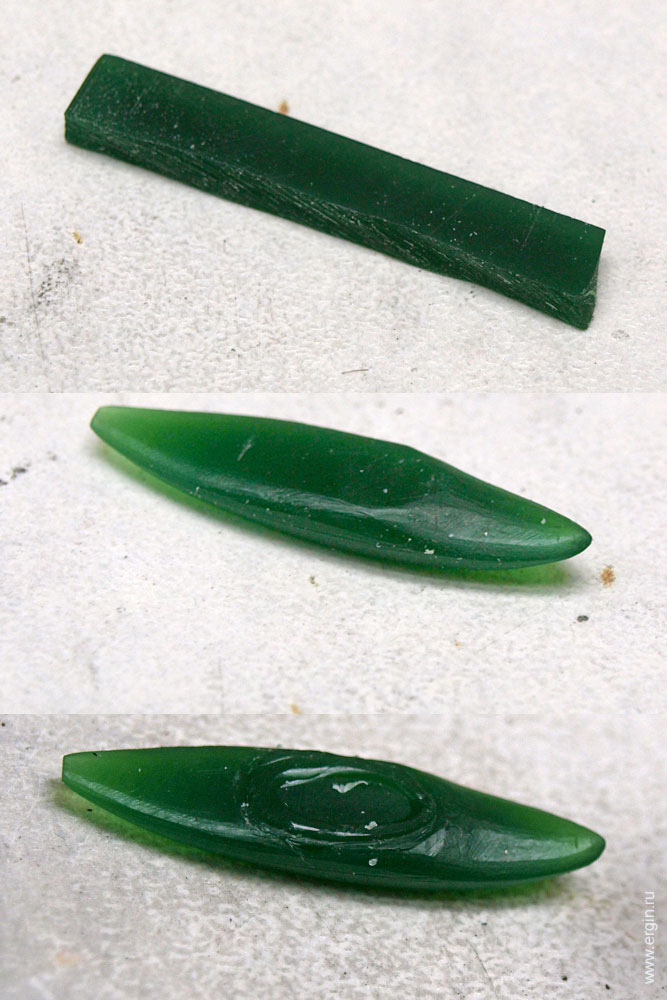
И постепенно, с помощью фрез, надфилей и ножичков, дорабатывается:


После того как модель сделана, ее поверхность выравнивается мелкой шкуркой.
Процесс изготовления подразумевает, что готовая мастер-модель должна поменять свою природу с ненадежного воска на внушающий доверие металл. Для этого она отправляется в литье. Да да ,это примерно как в голливудских исторических фильмах и фэнтези, когда бородатый грязный мужик держа щипцами сосуд наливает светящуюся жидкость в специальную форму и даёт остыть. Только техника немного шагнула вперёд, и теперь ювелиры моются и бреются. А также вместо сосуда в щипцах и силы тяжести, для качественного результата применяются несколько видов литья: центробежное, вакуумное, литье избыточным давлением.
Чаще всего пользуются Вакуумным литьём.
Сейчас я не имею возможности лить самостоятельно, поэтому этим занимаются специально дрессированные люди за определенное материальное вознаграждение. Однако порой лить приходится самому и для того чтобы, как в лучших фильмах про средневековье вылить горячий жидкий металл в форму, нужно сначала эту форму создать. Восковые заготовки (они же мастер модели) в достаточном количестве собираются в «ёлку» — прикрепляются словно ветви к восковому стволу (центральный литник). Всегда есть «нужда отлить» множество различных моделей, поэтому на ветках Ёлки можно встретить разнообразнейшие украшения. Собранная елка помещается в металлическую опоку (стакан с крупными дырочками) и заливается формомассой (гипсовая смесь «более мелкого помола»).
…Если тяжело усваивается рассказ – вы перечитайте. А я подожду, ничего, писать тоже было не просто…
После высыхания смеси (около 2 часов или трёх кружек чая или просмотра любого блокбастера), у нас на руках имеются восковые модели замурованные в гипсе. Дальнейшая участь их ещё ужаснее – воску предстоит вытечь и испариться. В общем, чтобы пустое место осталось на месте прежних трудов, опока отправляется в печь. В муфельной печи (из жаропрочной керамики), соблюдая температурный режим средних кругов Ада, в течение 5-12 часов идет прокаливание стакана. По окончанию цикла прокалки опока содержит в себе пустые пространства, в точности повторяющие форму моделей. И эти пустоты жаждут жидкого металла. Для чего опока отправляется в литьевую машину. Нужный металл плавится в тигле горелкой или в печи, так что вопреки художественным вымыслам, расплавить золото на костре не реально (разве что алюминий и маловероятно серебро). Драгоценную жижу заливают в отверстие опоки, а литьевая машина создаёт вакуум, угадайте для чего? Чтобы металл тщательно заполнил все пустоты, а не то, что вы там подумали, что бы это ни было.
Стакан с елкой, теперь уже из надёжного и, может быть, даже красивого металла остывает, елка извлекается и очищается от гипса. Со ствола откусываются изделия, каждое подвергается детальной критике, дорабатывается напильником, опять подвергается критике и может снова дорабатывается напильником, полируется. И всё! Готово, можно продавать.
А если вдруг подружка жены, мамы, сестры, и т.д. захотела «вот такую же точно штучку» придётся всё начать сначала… или заняться ювелирным клонированием.
Чтоб иметь возможность тиражировать изделие, необходимо сделать резиновую пресс-форму. На ювелирном сленге процесс называется «зарезинить» или «запечь». Для этого необходимо:
1. Ювелирная резина (специальная мягкая, как пластилин).
2. Алюминиевая рамка (как пишется, так и понимается).
3. 2 пластины (чтобы прикрыть рамки с боков).
4. Струбцина (устройство для сдавливания рамок в пластинах) .
5. Инструмент для уплотнения резины в форме (железный щуп с перпендикулярной лопаточкой).

Из листа резины вырезаем кусок необходимого размера:
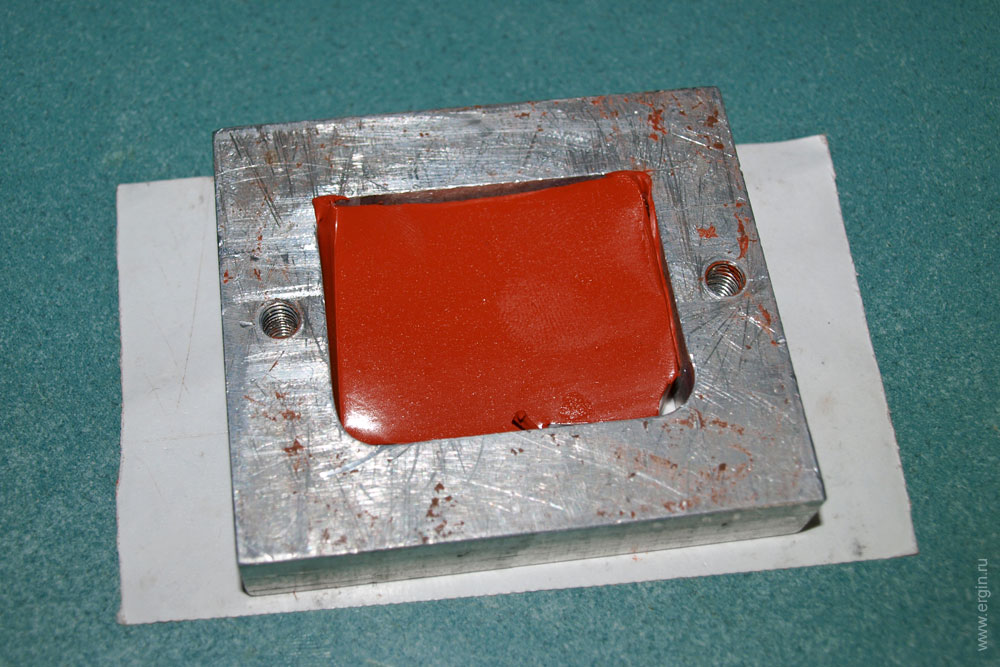
И тщательно утрамбовываем ее на дне рамки фигнёй №5:

Далее на первый слой укладывается металлическая модель и будущий литник. Литник в данном случае – тонкий железный столбик, который оставит за собой канал для доступа воска:
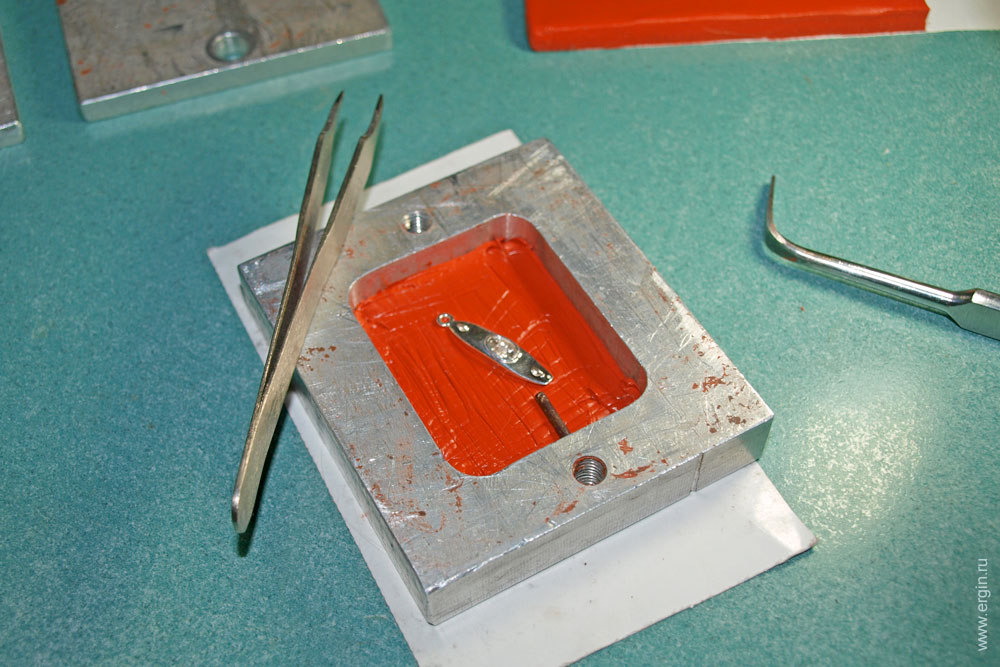
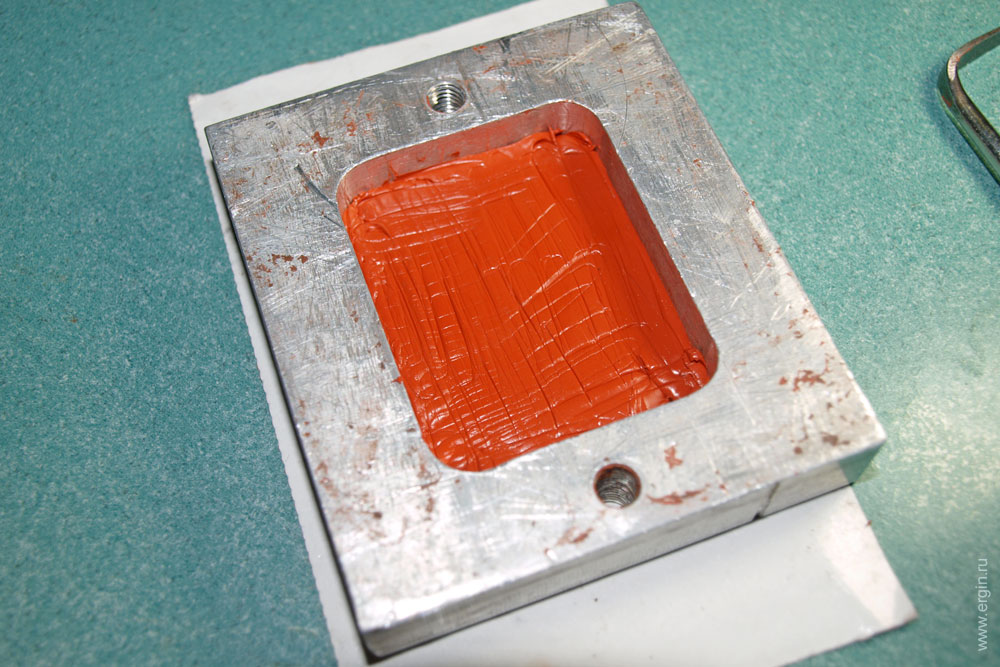
Если изделие сложной формы, например, девушка pool-dance, можно использовать более эластичную резину — это позволяет доставать из формы восковки без повреждения. Для удобства использования, производители резину с разными характеристиками окрасили в различные цвета. Наибольшее распространение имеет резина красно-коричневого цвета, как самая универсальная. Желтая — лучше тянется, зелёная – прочнее, белая – дешёвая и др. Продаются даже наборы разноцветного ассорти, прозрачная и жидкая резина с разными свойствами.

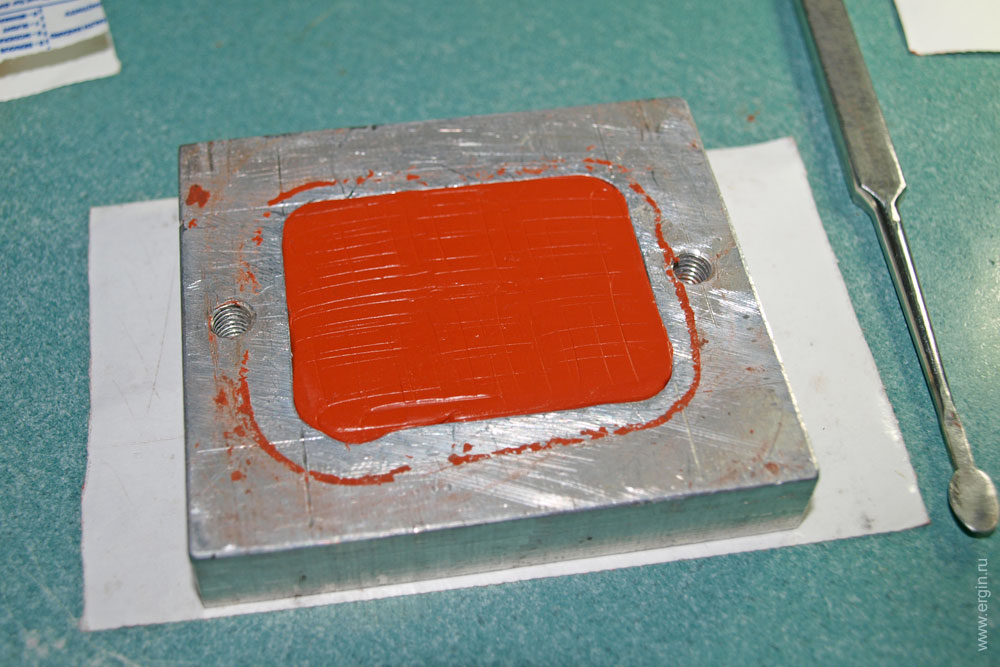
Отвлеклись немного на магазинную лирику. Так, модель плотно вжимается в первый слой резины. Вырезается вторая (при необходимости слоев может быть больше) пластина и уплотняется фигнёй №5 вровень с верхним краем рамки:

При неплотном набивании рамки резиной возможно смещение модели в рамке при запекании — резинка будет запорота.
При нагреве, в процессе вулканизации, резинка будет расширяться. Поэтому необходимо снять немного резины с одной из сторон, чтобы оставить пространство для расширения. Если этого не сделать, резина будет выдавливаться, что также приведет к смещению модели, и опять, резинка будет запорота:
Для вулканизации используется прибор с логичным названием «Вулканизатор»:

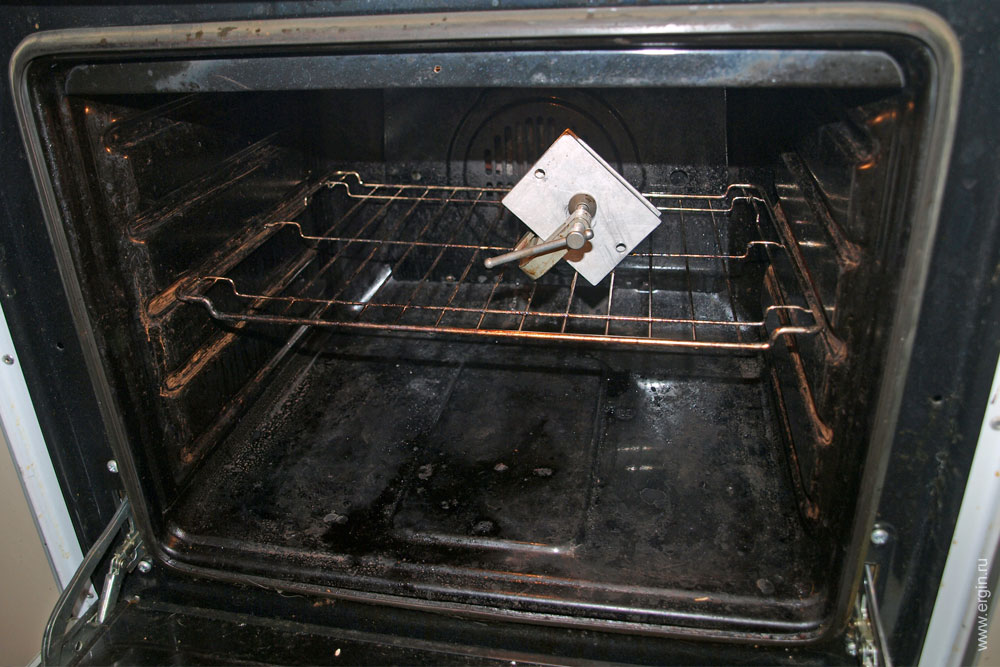
Если такого прибора нет, можно обойтись более простыми вещами. Набитая рамка помещается между двух пластин, которые зажимаются струбциной:


Вся конструкция помещается либо в печь, либо в обычную кухонную духовку. В духовке при температуре 160-170 оС «запекается» полчаса или больше, в зависимости от количества слоев, и квартира наполняется нежными ароматами печёной резины:

Далее резинку необходимо остудить сложнейшим способом – не трогать её! Полчаса, если на воздухе, либо 10 минут под водой.:
После этого можно ее резать. Ножницами удаляются лишние, выползшие ненужные части:

Скальпелем, ножиком по периметру в серединном положении резинки прорезается ломаная линия:

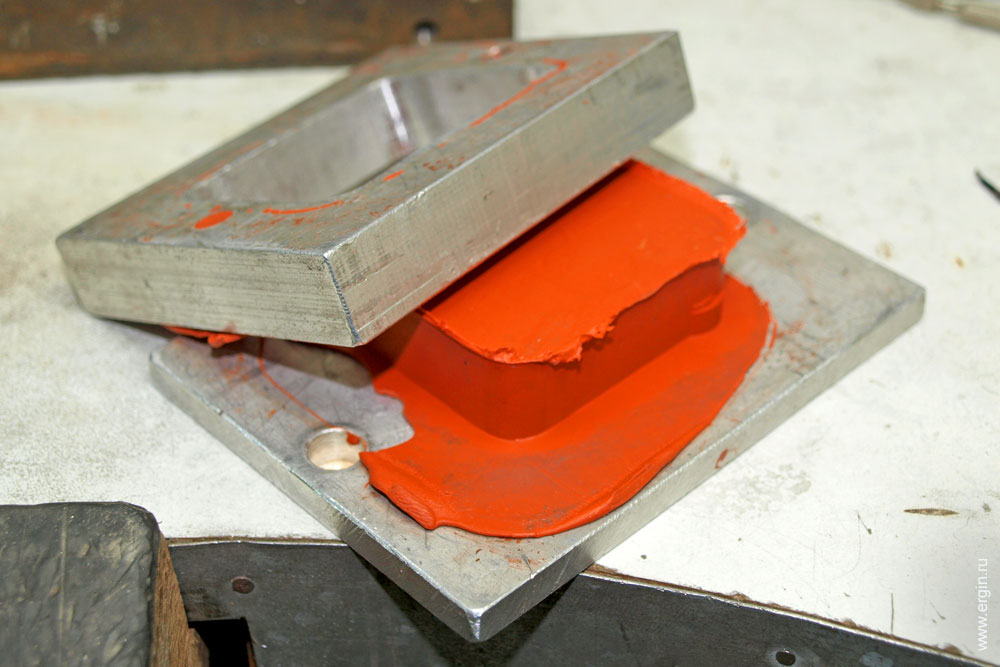
Это необходимо, чтобы совмещая две половины, они точно вставали друг относительно друга. И постепенно от угла прорезается вся толщина резинка, затрагивая и обеспечивая доступ к модели внутри:

При изготовлении толстых больших резинок, чтобы раздвинуть две половины, используются специальные приспособления:

Делаются прорези и модель извлекается:

Для производства восковых моделей необходим восковой инжектор (ооо знакомое слово!): закрытый бачок, с системой подогрева. Инжектор, как и в авто занимается впрыском, так и в ювелирке не изменяет своему занятию, только впрыскивает не топливо, а горячий воск в резинку через отверстие литника. Насосом накачивается необходимое давление. Оснащен термометром и манометром для контролирования параметров:

Чтобы воск лучше заполнял полости, форму посыпают тальком. Иногда смазывают силиконовой смазкой, чтобы облегчить отделение восковки от формы. Хитростей много. Для заполнения резинки нужно несколько секунд:

Пару минут воск остывает, и можно извлекать готовую восковку:

Восковок делается столько, сколько захотела подруга жены, мамы, тети и т.д. и не нужно вырезать всё заново:

Резинки – это особый архив ювелира. Те работы, которые он может быстро, просто и не напрягая творческую область мозга, повторить.
Готовые восковки собираются в «елку» и отливаются. А об этом я уже рассказывал. Кто не помнит – сам виноват.
Вот такой получился кратенький экскурс в дело превращения идеи в украшение. На самом деле еще нужно обладать магическими способностями, уметь колдовать, порой договариваться с дьяволом, просить или посылать к чертям некоторые изделия, но этим я не могу с вами поделиться, у меня контракт кровью подписан.
Если будут интересны подробности описанного процесса или давно хотели узнать что-то, то спрашивайте — отвечу.
И помните главное: Если руки золотые – не важно откуда они растут.»
Вот какой вид ювелирные изделия из серебра имеют после отливки:

На кольце виден литник — застывший канал, по которому подходило расплавленное серебро:

А потом получается вот такая красота:

Ювелирные украшения на тему каякинга и не только: 1 комментарий
клёво!